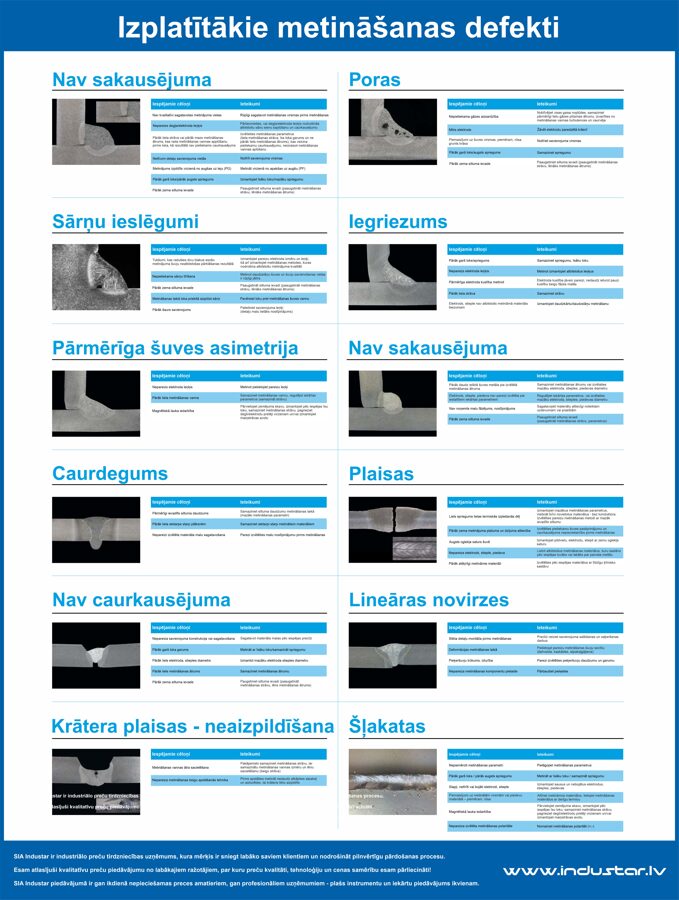
Metināšanas izplatītākie defekti!
Vēlies savā darbnīcā vai uzņēmumā izvietot metināšanas defektu problēmu skaidrojumu un piedāvājumu kā arī izlabot defektus, aicinām aizpildīt formu šeit...

Metināšanas procesā šuves metālā un termiskā iespaida zonā var rasties defekti metāla fizikālo un ķīmisko īpašību dēļ, kā arī metinātāja nepareizas rīcības rezultātā!
Šuves saknes defekti. Saknes nesametināšanās veidojas nepietiekama strāvas stipruma, vai palielināta metināšanas ātruma dēļ. Defekti var rasties arī nepareizas detaļu salikšanas rezultātā.
Pie palielināta strāvas stipruma šuves saknes metāls ir pārdedzināts.
Nesametināšanās (pamata un šuves metāla nesakusums) rodas, ja ir nepietiekama strāva vai pārāk liels metināšanas ātrums. Nesakusumi novērojami arī vairākslāņu šuvēs, ja metina pa iepriekšējo metāla kārtu bez sārņu notīrīšanas.
Iegriezumi rodas pārāk stipras strāvas dēļ. Šis defekts var rasties arī pie nepareizi izvēlētas strāvas, ja metina ar pārāk garu loku. Metinot vertikālas šuves, defekts veidojas, ja nepareizi virza elektrodu. Šis ir bīstams defekts konstrukcijām, kas strādā dinamiskās slodzēs, jo pēc zināma laika iegriezuma vietā veidojas plaisa.
Poras galvenokārt rodas, metinot mitru vai pietiekami neattīrītu pamatmetālu. Poras pazemina šuves stiprību. Sīkas, vienmērīgi izvietotas poras ir mazāk bīstamas nekā lielas poras. Gāzes, kas
palikušas šuvē, palielina metāla cietību un samazina plastiskumu.
Sārņu ieslēgumi ir metāla oksīdi, kas, šuves metālam sacietējot, nav paspējuši pacelties virspusē. Parasti sārņu ieslēgumi novērojami, metinot ar palielinātu ātrumu. Ieslēgumi var arī rasties, ja no metāla nav notīrīta rūsa
Plaisas šuvē. Ja pie pareizi ievērotas tehnoloģijas rodas šīs defekts, jāveic papildus pasākumi, piemēram, iepriekšēja sakarsēšana.
Metinātās šuves pastiprinājums veidojas, ja nepareizi izvēlēts metināšanas režīms, kā arī ja ir zema metinātāja kvalifikācija. Šis defekts nav pieļaujams, ja metinātais savienojums pakļauts dinamiskai slodzei.
Uzplūdumi rodas, ja elektrods kūst pārāk ātri un šķidrais elektroda metāls uzplūst uz nepietiekami sakarsētas virsmas. Šis defekts veidojas arī tad, ja uz metināmajām malām ir bieza plāvas kārta.
Metāla pārkaršana. Ja metāls sakarsēts augstāk par noteiktu temperatūru un pārāk ilgi atrodas šajā temperatūrā, tad notiek metāla graudu augšana – rezultātā pazeminās metāla mehāniskās īpašības.
Metāla pārdedzināšana. Šuvē rodas metāla graudiņi ar oksidētu virskārtu. Rodas galvenokārt gāzes metināšanā, ja liesmā ir skābekļa pārākums. Pārdedzinātais metāls ir ļoti trausls.
 Galvenie defekti saskaņā ar ISO 6250–1 (ģeometrisko nepilnību klasifikācija metālos) tiek iedalīti 6 grupās:
Galvenie defekti saskaņā ar ISO 6250–1 (ģeometrisko nepilnību klasifikācija metālos) tiek iedalīti 6 grupās:
1. plaisas,
2. dobumi un gāzes poras,
3. cietie ieslēgumi,
4. necaurmetinājumi,
5. formu un izmēru neatbilstība,
6. pārējās nepilnības.
Katra no šīm defektu grupām tiek sadalīta sīkāk. Piemēram, porainība un gāzes poras 2011, 2012, 2014, 2017; lokāla porainība 2013; iegareni dobumi un gāzes kanāli 2015, 2016
 Metināto savienojumu defekti, kas atklāti, apskatot šuvi tieši pēc metināšanas, vai tos atklāj metinātā savienojuma nesagraujošās kontroles metodes, ir jālabo. Metinātā defekta vieta vispirms rūpīgi jāatbrīvo no sārņiem un, ja nepieciešams, jāizcērt. Plaisu garumu var noteikt, virsmu kodinot ar 20% slāpekļskābes šķīdumu. Plaisu galos nepieciešams ieurbt caurumus, pēc tam tā jāaizmetina visā plaisas garumā un dziļumā. Ja nevar metālu izkausēt visā plaisas dziļumā, tad plaisā jāizcērt rieva, kuru pēc tam piepilda ar piedevu materiālu.Iegriezuma rievas labo, uzmetinot tievu šuvi visā rievas garumā. Neaizkausētus padziļinājumus (krāterus), sārņu paliekas izcērt līdz pamatmetālam un aizmetina. Šuves nevienmērīgumu (pastiprinājumus, uzplūdumus, šuves platuma maiņas u.c.) likvidē, šuvi apstrādājot ar abrazīviem un pneimatiskiem instrumentiem un, ja nepieciešams, uzmetina papildu valnīšus. Metāla pārkarsēšanu var labot ar termisko apstrādi, pārdedzinātu metālu izlabot nav iespējams.
Metināto savienojumu defekti, kas atklāti, apskatot šuvi tieši pēc metināšanas, vai tos atklāj metinātā savienojuma nesagraujošās kontroles metodes, ir jālabo. Metinātā defekta vieta vispirms rūpīgi jāatbrīvo no sārņiem un, ja nepieciešams, jāizcērt. Plaisu garumu var noteikt, virsmu kodinot ar 20% slāpekļskābes šķīdumu. Plaisu galos nepieciešams ieurbt caurumus, pēc tam tā jāaizmetina visā plaisas garumā un dziļumā. Ja nevar metālu izkausēt visā plaisas dziļumā, tad plaisā jāizcērt rieva, kuru pēc tam piepilda ar piedevu materiālu.Iegriezuma rievas labo, uzmetinot tievu šuvi visā rievas garumā. Neaizkausētus padziļinājumus (krāterus), sārņu paliekas izcērt līdz pamatmetālam un aizmetina. Šuves nevienmērīgumu (pastiprinājumus, uzplūdumus, šuves platuma maiņas u.c.) likvidē, šuvi apstrādājot ar abrazīviem un pneimatiskiem instrumentiem un, ja nepieciešams, uzmetina papildu valnīšus. Metāla pārkarsēšanu var labot ar termisko apstrādi, pārdedzinātu metālu izlabot nav iespējams.
Nav komentāru
Komentēt
Pirkumu grozs
Pirkumu grozs ir tukšs.